新加坡南洋理工大學的畢業論文學生Ahmad Anwar 在“ 大規模選擇性激光熔化:研究惰性氣體流動對飛濺的影響和去除效果 ”中探討了不希望的3D打印副産品。飛濺的主題通常被認爲是關于缺陷的,但是在這裏Anwar還探討了與更大規模的制造相關的問題 – 這是一種必要的方法,其導致尺寸增大的硬件,從而可以制造更大的部件。
大規模選擇性激光燒結可以通過粉末重量以及其他特征(例如激光器的數量和粉末床面積)來限制。對于成功的SLM印刷,Anwar聲稱對飛濺顆粒的研究是必要的。由于其尺寸和較暗的顔色,以及對3D打印層的影響以及誘導孔隙率,飛濺是值得注意的。該研究的目的是更多地了解飛濺對制造零件的影響,分析它們如何影響機械性能,並模擬惰性氣體流動期間3D打印中的飛濺活動。
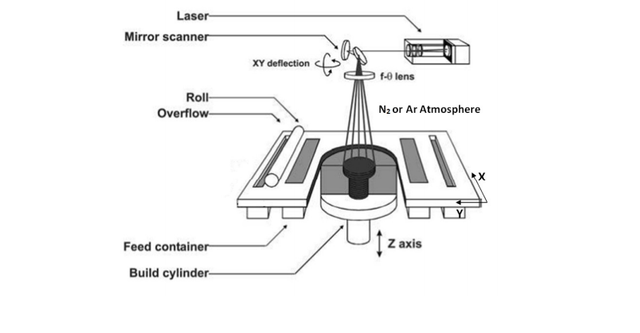
安華還研究了“合適的噴射剖面”,以及在沒有任何惰性氣體流動的情況下的性能。研究人員使用SLM Solutions 280 HK機器進行實驗,並選擇氩氣作爲探測飛濺物的首選氣體。“
“對于粉末床上的飛濺顆粒,質量和尺寸分布進行了表征,”Anwar說。“然後將斯托克斯(蘇克)數用作參數來觀察飛濺運輸中的氣流效率,這是懸浮在氣流中的顆粒的原因。還應用了圖像處理,以便立即表征粉末床上的飛濺物分布。“
研究人員建立了一個監視飛濺的攝像頭,然後對其進行處理,以便與質量分布特征進行比較。正如Anwar所解釋的,飛濺通常發生在任何SLM印刷過程中,因爲這些顆粒被噴射並且經常在加工區域或粉末床附近積聚。飛濺的體積也取決于能量輸出,如:
激光功率
掃描速度
層厚度
艙口間距
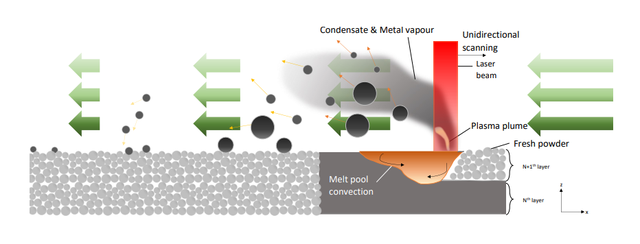
從熔池中噴射飛濺物並通過-x方向的惰性氣體流(綠色箭頭)傳輸的示意圖。
較高的能量輸入導致較大的飛濺,增加的散射和較高的噴射高度。當研究人員試驗減少飛濺的方法時,他們將氣體泵入腔室:
“對于SLM Solutions機器,氩氣從右側向左側(負x方向)泵入。引入惰性氣體有兩個原因; 首先,需要盡可能地使熔融粉末的氧化最小化。因此,僅當氧含量低于0.05%時才開始掃描。其次,在掃描過程中,由于離子化的金屬蒸汽和等離子體羽流對熔池産生反沖壓力,氣體流動有助于去除不必要的飛濺,“Anwar說。
研究人員收集了15個飛濺樣品,每個樣品在從出口附近的沉積區域舀出後進行測量和評估。
“我們選擇在該地區收集飛濺物的原因是:(i)不能直接在粉末床上收集飛濺物,因爲它與新鮮粉末混合; (ii)不可能收集從出口吹出的粉末,因爲在運行之間不能完全清潔粉末收集器(氣體過濾器); (iii)相反,根據我們的經驗收集粉末的出口附近區域每次運行可以清理幾次,結果可靠; (iv)最後,可以安全地假設在出口附近收集的粉末量與從粉末床吹出的總量成比例,並且其成分相似,“作者說。
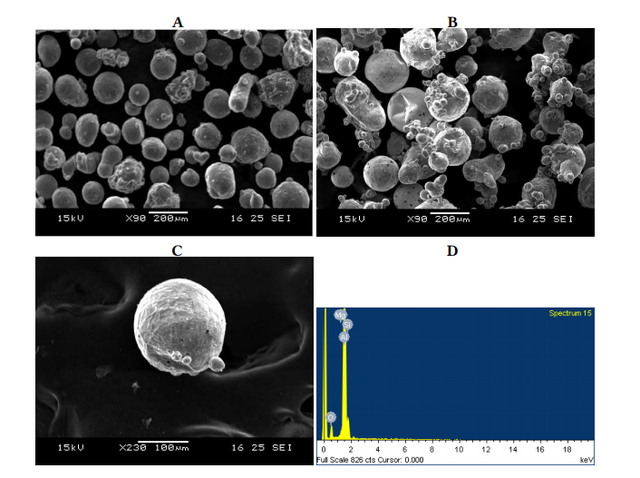
SEM圖像A:鮮粉; B:觀察到出口附近的飛濺物; C:飛濺的單顆粒。D:單次飛濺的樣品EDS結
進行模擬以分析氣體橫流如何有助于使飛濺物遠離激光掃描區域。氩氣在去除出口處的飛濺方面基本上不令人印象深刻。研究人員還發現,增加氣體流速並不會減少粉末床中的顆粒數量。
“對大規模AM工藝的興趣已經引發了大量關于阻礙大型機器開發的問題的研究,SLM也不例外,”作者總結道。“爲航空航天和汽車行業制造大型零件的前景被認爲非常具有吸引力。
“粉末床上飛濺顆粒分布的實驗和模擬研究報告的結果可證明對于優化的惰性氣體流動系統的開發具有顯著和科學上的有益效果。將來,爲了在較大的粉末床區域上去除飛濺物顆粒而進行的這種改進將實現生産更大的SLM機器的可能性,該SLM機器能夠制造比現有標准更大的部件。“
幾乎只要我們意識到3D打印的神奇潛力和我們面前創新的無限選擇,就應該開始批評和改進 – 正如技術基于逐層方法一樣,它已經取得了持續的進步一個改進安裝在另一個上。然而,必須解決3D打印中的缺陷,因爲許多部件都依賴于強度和功能。飛濺的研究對于減少或消除任何缺陷非常重要。在其他研究中,研究人員研究了噴射物及其在引起瑕疵,其他類型飛濺物中的作用,甚至設置了高速相機來研究原位3D打印。了解更多關于飛濺在大規模選擇性激光熔化中的影響在這裏。