這貌似是一家平淡無奇的法國工廠,生産幾類日常不起眼的産品:小開關、接觸器、工業按鈕和指示燈。這應該是國內制造商最擅長的場景。而這個工廠2019年總産值已達12億元,人均産值近200萬元。那麽這樣一個看上去似乎並沒有高科技含量的産品,如何能在中國制造拼出核心競爭力?或許在這個工廠中,可以找到答案。
從拼裝開始的工廠進化
法國企業似乎難免給人留下奢侈和豪華的印象。然而這家工廠,最早還真是拼湊出來的家當。2011年跟隨西部大開發而落地武漢的時候,一切從簡,生産線都是從外地搬遷過來的:微型斷路器來自天津,接觸器則來自上海。這些裝備拆卸後,搬運過來重新組裝。
這裏的工廠,似乎從來沒有把最先進的機器當成最重要的投資。
2012年施耐德電氣武漢工廠在臨時廠房開始量産,當年産值就達到5個億,2013年底遷入新廠房,仍然保持連續幾年的雙位數增長,産能也一直在跳躍式的發展。可以說,這個工廠激發了最昂貴“工具”的活力,那就是激活了人的思想。全員改善思想貫徹到人,利用好一切合手的工具,從精益,到自動化,到數字精益,再到綠色智能制造,在循序漸進中,同樣的機器,可以撬動複雜的效率因果。
一門難啃的生産體系
通常,中國工廠最熟悉的質量認證體系主要有ISO14000和ISO9000等。但這種體系其實只是一個基本門檻,只要按流程走,就相對容易實現。而如果想要在行業內勝出,僅靠這些ISO體系,是完全難以勝任的。
施耐德電氣有一套績效體系SPS,這可以說是企業爲自己挖下一個坑。因爲據稱這是全球工廠最難通過的審核。這原本就是一套生産體系,類似豐田生産系統TPS。它由內部專家團隊結合外部經驗和多年實踐,提煉出來的一套工廠績效規範。
它內部設立專門的審核委員會,進行每年的體系升級和定期審核。達到了先進水平的工廠,可以每3年進行一次審核;而如果只達到入門級,則需要年年被審核。最高分爲1200分,但目前全球最好的工廠也只是大約900分。這種將標准化工業體系,像英雄揭榜一樣明鏡高懸,爲推動工廠全員參與改善,提升了暗自比拼的動力。武漢工廠在第一次審核就達到了697分,現在已經超過800分,它就像一個身高指示器,標定了持續增長的空間。
機器慢一下,等人跟上來
方圓之前,規矩先行。
在遷入更多生産線之後,這裏的工廠並沒有立刻開始自動化設備的升級。而是大張旗鼓地導入了績效系統,讓每個人都能夠熟悉工業體系的含義。
只要有大的投入,機器效率可以呈現出指數級的提升;但人的認識,則只能適應線性地擴容。如果說自動化是對機器的效率提升,那麽績效體系就是對人的思想改造。而思想的改造,則是一個緩慢的過程。這是一個機器等人的過程。如果不考慮其他因素,分期投資生産線的效率,其實比一次性投資要低。但采用分階段、循序漸進的自動化和智能化,其實就是爲了讓機器同步伴隨人的成長。
在武漢工廠,當績效系統引入完畢之後,大規模的自動化改造才開始跟上。
用工具、設備來改造人,其實是很難搞定的。打卡,就是一種簡單粗暴飽受爭議的約束。而簡單粗暴的KPI,也會讓人産生應對性和消極性的舉措。只有用工業思想改造,用管理工具協助,才能有效發揮員工效率。不是唯工具論,而是用系統論,來看待一個工廠、一台機器、一個員工的最大産出,是一次系統工程科學的大會。
供應鏈彈性,體現在三級物流
如果去觀察這個工廠的供應鏈彈性,那需要從微觀尺度、看到大尺度,再到宏觀社會的三個尺度,就會發現內部物流的及時性,外部物流的韌性,和全局物流的預判性。
內部物流的及時性。供應鏈彈性,在一個工廠內部,可以在物料的及時性和生産線的柔性能力。這裏的物流系統,分爲三種。第一種是水蜘蛛模式,滿載而來空載而去。生産車間各工位觸發物料需求信息時,系統自動計算出最優的取料順序,發送到水蜘蛛的PDA終端,並在最短的時間內完成取料,送料到需求工位。第二種是AGV,滿載而來滿載而去。它通過磁條導航連接原物料倉庫、生産車間和成品倉庫,定時帶來物料,並帶走成品。第三種模式爲智能AGV,靈活的物流精靈。它有自己獨立的物料供求管理系統,通過WIFI和地面二維碼矩陣來代替人力,完成半成品運送、補貨管理等。而這背後,機器的互聯也是重要的支撐因素,600多台工廠設備,全部進行了連接。這使得物料的補充,可以根據整個生産線的機器效率而進行的平衡計算。
在廠房的邊上,仍然保留著一個早期斷路器的舊生産線,這是根據法國的原有設計建造的。它采用了懸空導軌的物流輸送方式,思路別有新意。這個“老古董”的存在,意味深長地表明:工廠持續改善的邊界,是沒有的。它也指引著工廠精益系統的改善者,將眼光從地面物流,轉向高階懸空物流。那是一個更爲高階的挑戰。
供應鏈的外部韌性,同樣值得考量。經過多年的發展,武漢工廠已實現了95%的原材料在中國采購。2020年疫情期間,從3月份開始啓動複工複産,用了3周時間就實現了從啓動到跑滿程的運營,而經過兩個月就達到滿産。供應鏈保持了頑強的柔韌性,在極端條件下仍然保持張力。這種外部韌性,得益于日常良好的規劃。武漢工廠80家供應商,其中有一半的采購金額在武漢周邊,很多只有30公裏的采購半徑。一個工廠的智能制造的效率,其實有兩個天花板,一個在內,一個在外。工廠的自動化水平很高,但如果上遊的原料、零部件供應跟不上,工廠再快沒有用;同樣,如果生産的大量成品,形成庫存積壓無法及時運出去,也會造成巨大浪費。良好的供應鏈設計,需要內外兼顧。
只有這兩點,對于一個國際化公司,仍然是不夠的。供應鏈的彈性,在全球化分布的體系中,會呈現出不可預測的風險。就像炸藥的引線和爆炸點,並不在于同一個地點,延遲會産生巨大的誤判。
武漢工廠這裏有一個運輸控制塔,與全球的物流體系保持緊密的關聯。它監控多個指標,對物流的流動性保持預警;與此同時,增加社會事件性的異常點的監控,例如巴黎航空員工罷工,會對全球200個工廠,産生何種幹擾。這是在中央控制塔要去解決的問題。
通過三級物流體系,讓車間各種來往的物料小車,連接到宏大的敘事畫卷中,構建一個有彈性的供應鏈體系。
工廠運營,就是圍繞著人的系統
這個工廠的成長性,呈現年輪性的回歸。這個8年前落地的工廠,也有了一個不斷成長與發展的曆程,其精益生産的盤旋上升令人矚目。精益是一個工廠的立足之本,是驅動業務流程的基本邏輯。精益在自動化之前,而自動化之後,數字化精益再次登場。
這裏並沒有傳統MES軟件,而是以精益數字化系統LDS的軟件形式出現。這裏的MES系統跟精益直接結合在一起。這裏主要由四個模塊組成,包括安燈、效率、自動排單、電子看板,其它輔導性內容則包括電子作業指導書等。指導書以前是手冊,現在都是數字化內容,操作員在操作的時候,通過平板電腦,成爲擺手就來的工具。
電子績效模塊,可以對線下工人,進行異常提醒,定制的手表可以直接接受安燈的信息。而通過機器顧問和自動化解決方案,員工可以隨時隨地通過手機了解到全廠200多台設備的狀態;工藝人員能夠實時監測振動、噪音、溫度、主機電流,一旦出現異常,會立即響應。
這裏,並沒有令人意外的特殊模塊。如果說特色,加強現場的能動性,則隨時可見。大部分決策,都在現場邊上,“站著”把問題解決。
與一般工廠到信息中心“中央大腦”不同,這裏更加強調 “線邊小腦”。這裏的生産線並不複雜,有的6-8個工序就完成一件産品。每一條生産線旁邊往往有兩個顯示屏,一個是生産執行的數據,一個是機器異常的數據。這樣,每條生産線的能耗、良品率,和設備運行狀態,都是一目了然。這樣,讓身邊的人,簡單明了地完成判斷。現場開會,就地決策,不需要報表。讓員工的注意力,更多圍繞在生産上。
那麽員工如何跟企業領導溝通?這裏設置了一個五步循環信息流,使得一線工人的問題,直達總經理。這便是即時管理體系SIM(Short Interval Management),可以認爲是“趁熱打鐵管理法”。殘余問題參與下一個循環。它由一系列會議組成,形成了從下到上反映問題、從上到下承諾和支持並解決問題的流程。
作爲SPS績效管理的一部分,它跟生産管理系統TPS的最大差異,就是爲了跟人溝通。從SIM1-SIM3都是車間級的問題,每天解決每天改善;而所有未解決的問題,不會超過五天,就會流轉到SIM5最高管理層。而SIM3作爲一個前後連通的環節,起到把管理者“拉到現場看問題”的作用。
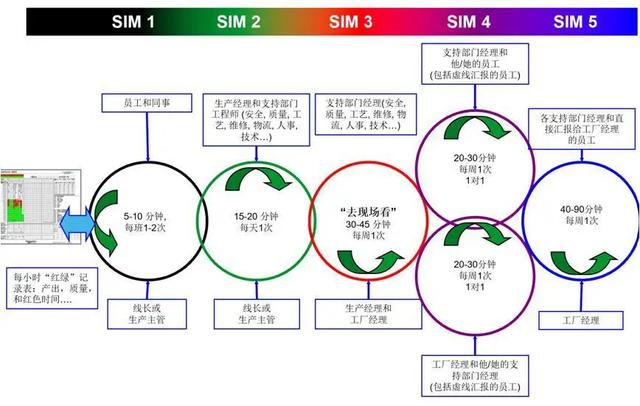
圖1 SIM5管理 (Source:施耐德電氣內部資料)
圍繞人的活力而建設工廠系統的思路,大大推動了工廠現場創新。比如小開關産品的測試線,就經曆了這樣一個三級跳的過程。最初都是從法國直接進口的。後來從法國購買圖紙,團隊與本地集成商一起進行設備制造。幾年實戰,團隊可以自己設計自動生産線。而到了2010年,新産品全球同步上市,全球生産線的設計也要標准化。中國團隊決定對冷卻生産線的工站進行改造。法國原始設計是龍門式,産品被提升到空中,在設備頂端的傳送帶上進行冷卻,然後落回來進行檢測。這種設計是典型的三高:費用高、停機率高、維護頻率高。而中國工業化團隊自主研發了一款遊輪式冷卻線,費用降低58%,停機率和維護頻率接近0。法國團隊看到後,也采納了這個設計。在中國工廠的現場火花,所激發的中國制造能力,完成了反向輸出。
制造現場創造的價值不容忽視。索尼當年制造晶體管收音機的時候,生産率非常不穩定,良品率只有5%。工程師反複調整工藝,也不得其法。最後還是一位女工憑借天分和恒心,仔細檢查了所有的工序,才找出産品缺陷的原因:銻元素惡化了成品率。後來改換成磷之後,索尼的晶體管收音機大獲成功。車間現場,總是充滿了意外的蓬勃活力。
成熟只是下一個開始的跳板。當施耐德電氣于2012年在武漢建廠之後,初期設備調試,要靠東部成熟工廠的支持。但隨著團隊的不斷成長,武漢工廠也開始挑戰那些已經成熟的生産線,最後生産線的速率再次提升達到15%。中國的工廠衆多,如果能夠著眼于就地改善,也會是一塊等待開發的沃土。
漏不掉的新人培養
同樣重要的問題是,如何快速讓新人快速上手。這裏根據培訓難度,將崗位設立爲ABCD四檔,人員逐步升級。培訓一般最短1周,最長1個月。工廠有專門的培訓中心,而且培訓技能站就設立在現場流水線之中。每一種展示的器具,都貼上了功能標簽,例如腳踏板的高度設計上,會貼一張“人機工程讓人更放松”標簽。幾十種技能的培訓道具,其功能對新人可以說一目了然。

圖2 新人培訓技能站
這種快速培訓,在疫情期間發揮了巨大作用。由于許多員工無法回廠,隨著複工複産進程的加快和訂單需求的增多,當時1個月需要招工300人。如果沒有合理的培訓管理,新人其實就是一種搗亂。成熟的人員培訓機制,才會使得工廠人員在突然受到沖擊的時候,可以做到慌而不亂。
就像是有旅客喜歡精美的美食而追隨新加坡航空一樣,許多來這裏參觀的人員,會喜歡上這裏的培訓課程。
走向綠色智能制造
從發展曆程看,武漢工廠2014年實現精益提升SPS(Schneider Performance System),2015年上馬自動化,2016年落實精益數字化系統LDS,2017年開始與全球工廠同步部署施耐德電氣的智能制造EcoStruxure系統。
從績效系統、精益思想出發,到自動化,到數字精益,曆經三年。直到第四年,網絡化與智能化升級,才開始推行。這是一個反複夯實地基的過程。
最難的不是機器的效率,而是工業文化的滲透與落地。2017年這裏進行數字化智能化改造的時候,一開始工廠也不知道如何落實。而公司領導則反複開會,到處都是關于智能制造的宣傳品、紀錄片。自上向下,層層滲透。有了思想的意識,在工廠不能停工的情況下,工廠數字化升級采用了“數字化引領的能效與自動化雙驅動”的一體兩翼策略。通過分析全廠瓶頸,數字系統打全面戰役,自動化系統打局部戰役,能耗管理則采用最小顆粒度方式,逐層級、逐産線進行滲透智能化的改造。
從武漢工廠的生産線數字化改造看,數字化的滲透比較細。上通工廠級,下通設備級和産品級,包括生産設備的互聯互通、車間無紙化、工廠網絡升級、數字化精益系統LDS的應用、廠務設備智能化、機器顧問系統、能源精細顆粒度管控等。
能源轉型和制造升級,是中國面臨的一個雙轉型。一個工廠的能源管理,一類就是工廠的大型能耗設備,一類是廠房工程裏面的廠房、樓宇等輔助設施。能源與自動化的融合,成爲一個連體系統,會産生更大的價值。這裏屋頂光伏可提供15%-20%的電能,而且完全接入企業能源監控系統,而第三方提供方的暖通、水和壓縮空氣,也都支持系統的通信協議,全部都接入到一套系統中。而爲了實現這一點,這個工廠一共安裝了五百多塊電表,用于監控設備和生産線能耗,同時提供電力顧問專家系統,解決能耗的日常處理。這些精細顆粒度的能耗計量和監控手段,使得這裏的能源消耗只占整體産值的3.9%。
而走向智能制造的工具,同樣是無處不在。雖然工廠生産的零部件種類並不多,但生産過程中至少需要3000種備件。有些備件,緊急情況下就采用3D打印直接制造。這種方式已經解決了5%的備件替代。
人機協同的機器人,形成了移走式的工作站,可以快速編程,實現插拔式工位,有效地解決生産線瓶頸問題。而人機增強型操作助手AOA,作爲一塊平板電腦,既可以讀取諸如運行狀態、參數等數據,調用一台設備的數字孿生,也可以調用圖紙包括Video。更重要的是,它可以看成是一個增強型的上位機SCADA,除了監控之外,還兼具了作業助手的功能。
在這裏,似乎到處可以看到智能制造的影子;但又並非濃墨重彩。它們看上去並不是主角,而人,才是C位之焦點。
小結:循序漸進推綠色智能制造
在工廠轉一圈出來,幾點印象深刻:
第一條是工序可以逐步自動化,不求一步到位。也不必一次性投資過大。要尋找合理的成本估算點。
第二條:永不停歇的優化:先精益,後自動化,然後數字化精益;交織進行。人、機、料、法、環、測,相互交織,同進同上,螺旋上升。持續進行改善,永遠不會駐足。顯然,持續優化需要一個拉長的時間軸。從這個意義來看,單純爲一個工廠做數字化和智能化的評測,幾乎毫無意義。必須立足于優化目標和投入決心,評測才是有價值的,因爲它必須立刻指向一個優化的行動。
第三是能源管理的顆粒化細化。只有能測量,才能做管理。能效管理,最能體現這一點。一是讓能耗可視化,就能起到很好的警醒作用;而進一步,則把能源碎片化和顆粒化,例如電表開關一體化,局部分布式計量,從而進行計量化。
第四是柔性工位,而不是柔性産線。尋找影響産能的瓶頸工位。采用插拔式工位,可以串聯式的局部放大産能,從而使得全部生産線保持高效節拍。這可以通過增加移動機器人、移動工位等方式來實現。
最後一點,也是最重要的一點:設立宏大目標,然後上下同心。武漢工廠每年設定複合增長的目標。在能源節省方面,施耐德電氣全球是3.3%的平均值;而武漢工廠能達到10%的優化。但即使如此,這裏仍然每年要做到12%的直接工時節約,實現15%的質量提升,以及單位産值能耗降低10%。廠長每天都在想如何將這些指標分解及實現。有了這種商業向上的宏大目標,才能激發從工位、到車間、到供應鏈的全員響應。通過清晰可見的文化影響和KPI分解,落實到一線員工,從而形成全民合力。
不起眼的小産品,照樣創造利潤,綠色智能制造如虎添翼。這背後,是一套工廠現場的深度挖潛,以及對供應鏈的管控。這正是平淡制造的大學問。
作 者
林雪萍:南山工業書院發起人,北京聯訊動力咨詢公司總經理,微博@南山林雪萍
更多精彩原創內容,請關注微信公衆號“知識自動化”